Selection guide glass fibre fabric
| Weight |
Width |
Weave |
Finish |
| 25 g/m2 |
110 cm |
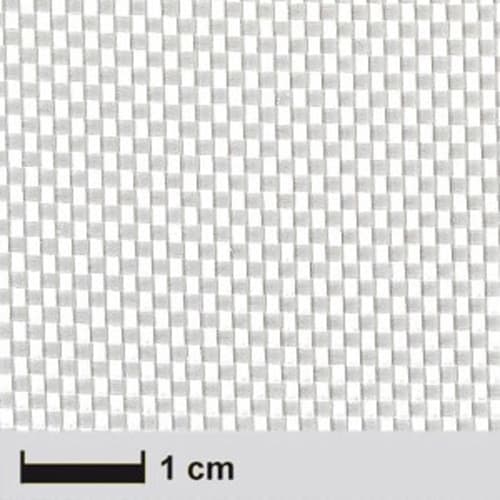
Plain |
Interglas FE 600/800 |
| 25 g/m2 |
127 cm |
Plain |
Interglas FE 600/800 |
| 49 g/m2 |
110 cm |
Plain |
Interglas FE 600/800 |
| 49 g/m2 |
127 cm |
Plain |
Interglas FE 600/800 |
| 55 g/m2 |
97,5 cm |
Plain |
Interglas FE 600/800 |
| 80 g/m2 |
100 cm |
Plain |
Silane |
| 80 g/m2 AERO |
100 cm |
Plain |
Interglas FK 144 |
| 80 g/m2 |
100 cm |
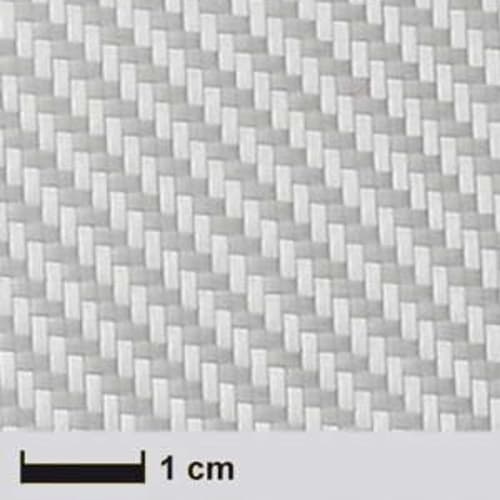
Twill |
Interglas FK 144 |
| 105 g/m2 |
100 cm |
Twill |
Interglas FK 144 |
| 160 g/m2 |
100 cm |
Twill |
Silane |
| 163 g/m2 AERO |
100 cm |
Twill |
Interglas FK 144 |
| 163 g/m2 AERO |
130 cm |
Plain |
Interglas FK 144 |
| 200 g/m2 AERO |
100 cm |
Twill |
Interglas FK 144 |
| 220 g/m2 AERO |
100 cm |
Plain |
Interglas FK 144 |
| 280 g/m2 AERO |
100 cm |
Twill |
Interglas FK 144 |
| 280 g/m2 |
100 cm |
Twill |
Silane |
| 280 g/m2 |
100 cm |
Twill, black |
Interglas FK 803 |
| 280 g/m2 |
100 cm |
Plain |
Interglas FK 144 |
| 296 g/m2 AERO |
100 cm |
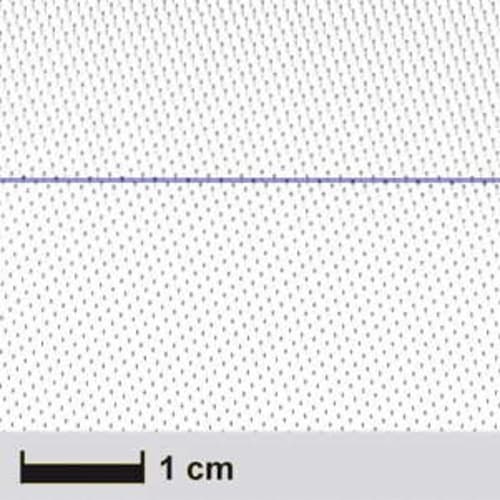
Satin 8H |
Interglas FK 144 |
| 390 g/m2 AERO |
100 cm |
Twill |
Interglas FK 144 |
| 425 g/m2 AERO |
100 cm |
Plain |
Interglas FK 144 |
| 580 g/m2 |
100 cm |
Twill |
Silane |
| 600 g/m2 |
100 cm |
Plain |
Interglas FK 144 |
Glass fibres
Production of glass fibres
Glass fibers made of E-Glass are the most widely used reinforcing material. The strength properties correspond to those of metals (e.g. aluminum alloys), while the specific weight of laminates is lower than that of metals. E-Glass fibres are incombustible, heat resistant up to approx. 400 °C and resistant to most chemicals and weathering.
Production
Glass fibres are produced by the melt spinning process (jet drawing, rod drawing and jet blowing processes). The nozzle drawing process: using gravity, the hot glass mass flows through hundreds of nozzle holes of a platinum spinning plate. The elementary filaments can be drawn in unlimited length at a speed of 3 - 4 km/minute.
The glass, which is brittle in itself, has high flexibility and break resistance when drawn out into a thin thread. The elementary filaments have a titer (diameter) of approx. 9 - 15 µm and, bundled into 100 or more and provided with a protective twist, result in the filament yarn, which is further processed into glass filament fabrics (formerly glass silk fabrics).
E-Glass
E-Glass fibres have gained the greatest importance for plastic reinforcement. E stands for electro-glass, as it was originally used primarily in the electrical industry.
For the production of E-Glass, glass melts are made from pure quartz with additives of limestone, kaolin and boric acid. In addition to SiO2 (silicon dioxide), they contain different amounts of various metal oxides. The composition determines the properties of the products.
Technical data of E-Glass:
Density (at 20 °C)
|
2,6 g/cm³ |
Tensile strength
|
3400 MPa |
| Tensile modulus |
73 GPa |
Elongation at break
|
3,5 - 4 % |
Cross-contraction number
|
0,18 |
| Electrical resistivity (at 20 °C) |
1015 (Ω/cm) |
| Therm. Coefficient of expansion |
5 (10-6 K-1) |
| Dielectric constant |
5,8 - 6,7 (106 Hz) |
Thermal properties
Textile glass is incombustible. However, if fabrics are finished with organic agents, the fire behavior is changed. Flammability must then be assessed on the end product. Textile glass fabrics have a high residual strength after exposure to temperature.
Residual tensile strength of fabrics made of E-glass after 24 hours of storage:
Temperature (°C)
|
Residual tensile strength (%)
after 24 hours of storage
|
| > 200 |
100 |
| 200 |
98 |
| 300 |
82 |
| 400 |
65 |
| 500 |
46 |
| 600 |
14 |
| 700 |
- |
Chemical properties
Glass is resistant to oils, greases and solvents and shows good resistance to acids and alkalis up to pH values of 3 - 9. Acids dissolve certain atoms from the glass surface, which leads to embrittlement. Alkalis slowly wear away the glass surface.
Acetic acid up to 15
Nitric acid < 30 %
Hydrochloric acid 15 - 30 %
Sulfuric acid < 30 %
ammonia 15 - 30 %
Caustic soda < 30 %
hydrogen chloride (after 30 minutes) 25 %
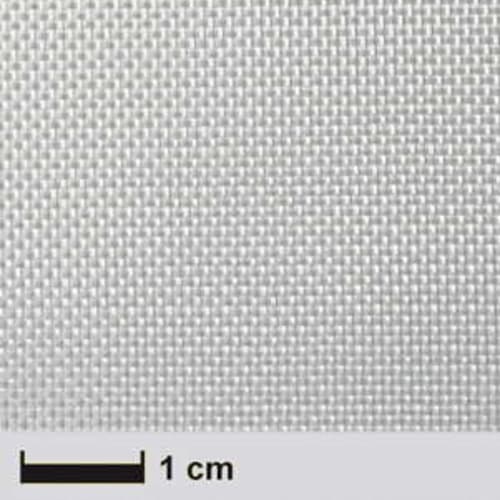
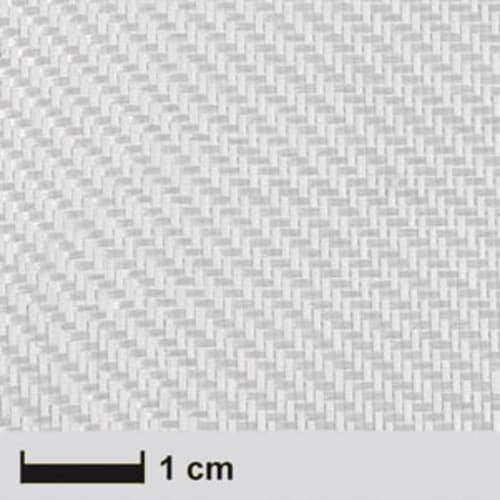
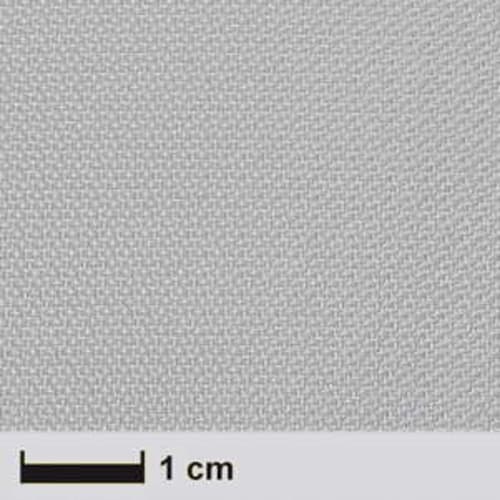
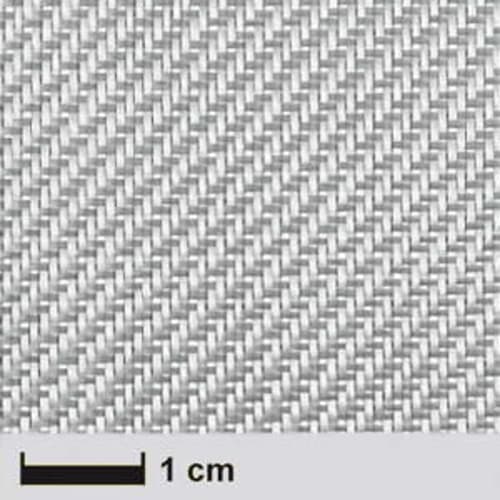
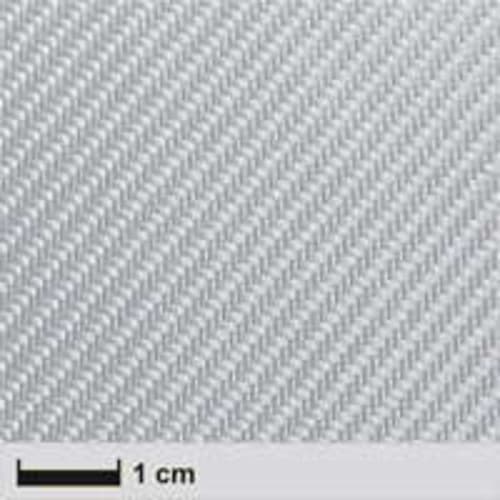
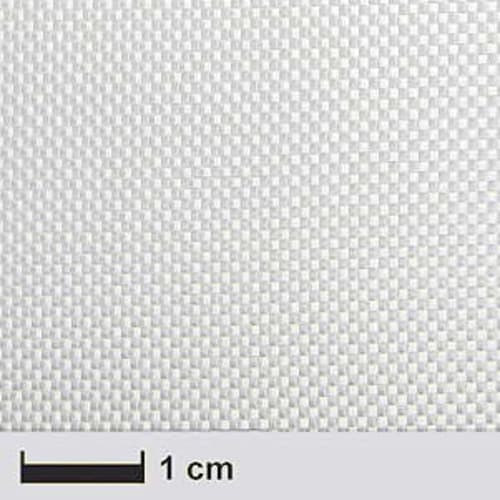
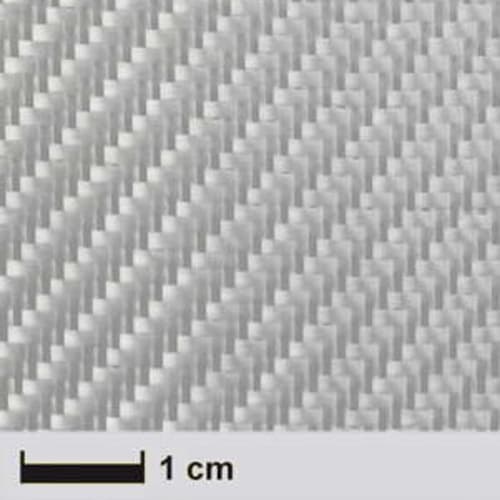
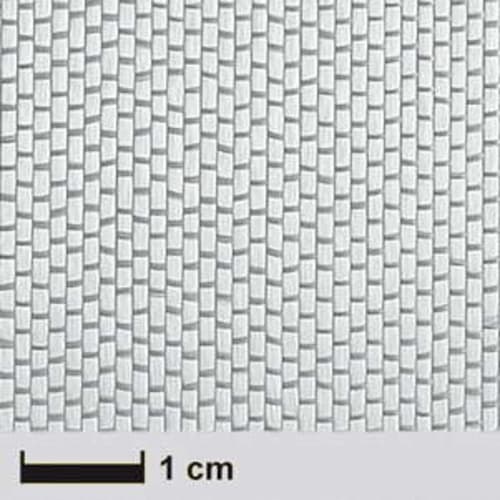
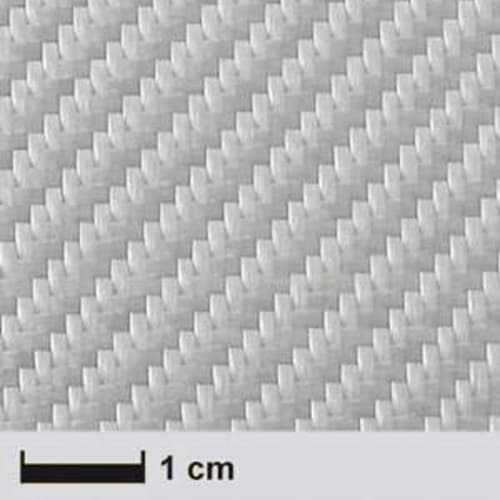
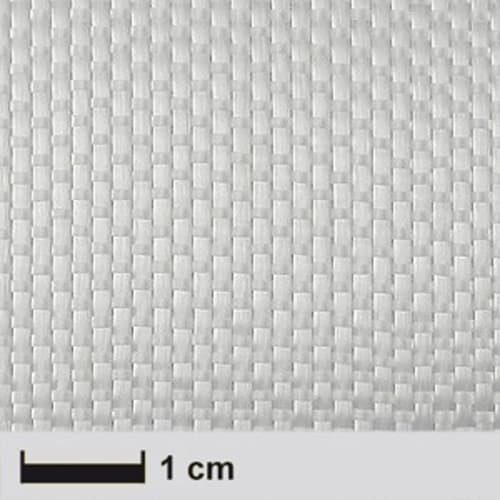
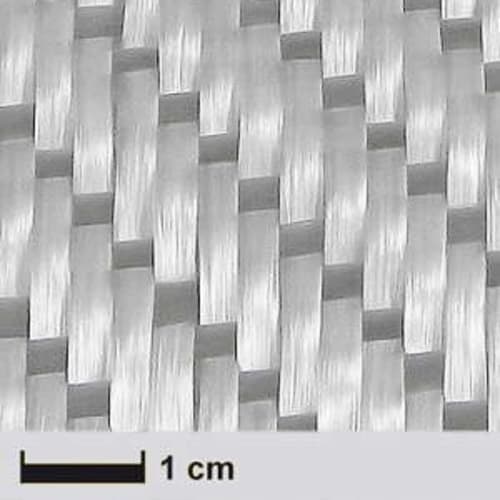
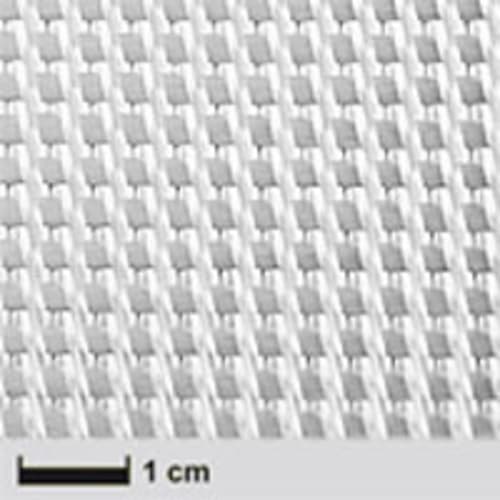
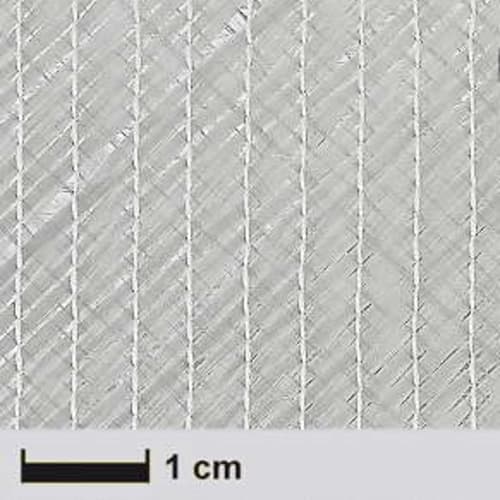
Glass filament fabric
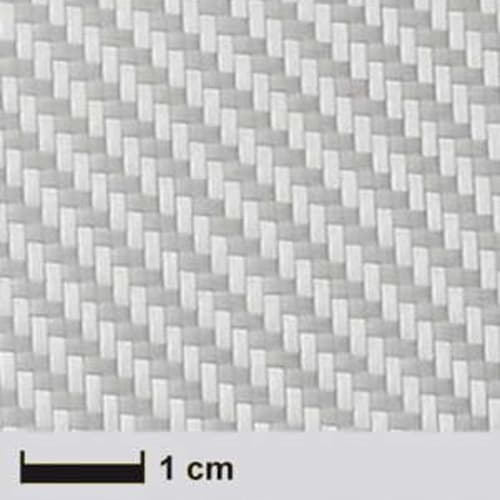
In weaving, the types of weave commonly used in textile technology are possible, mostly plain weave, twill and atlas. The properties are determined by the weave type, yarn count and setting (thread count/cm).
All fabrics for plastic reinforcement are impregnated with special adhesion promoters:
Silane fabrics have good strength; they are suitable for polyester and epoxy resins.
Finished fabrics are equipped with modified silane sizing agents. They have a slightly tacky feel, impregnate quickly with resin, are very pliable and hardly fray when cut.
R&G carries finished brand-name fabrics from Interglas-Technologies.
Most products are qualified for aircraft construction according to material performance sheets (WLB). Epoxy resin is the primary matrix used. However, good strength values can also be achieved with polyester, vinyl ester and phenolic resins.
Finishes with aviation certification
FK800 is based on amino silane and has a firmer handle and is more stable and rigid in processing.
FK144 is based on chrome 3 and has a soft handle and very high drapability.
Both finishes can be used for the common resins and have very good strengths in the laminate, also both have aviation approval. It rather depends on the further processing of the fabric which of the mentioned properties is preferred.
Why finished glass fabrics?
Glass filament yarns are given a textile sizing by the fiber manufacturer to protect the yarn during the processing stages (warping, weaving). This sizing consists of starch and oils and counteracts adhesion between fiber and resin.
To achieve good adhesion, the textile sizing is removed from CS-Interglas fabrics and the fabric is subsequently coated with an adhesion promoter (finish). The adhesion promoters are usually modified silanes that have been adapted to the matrix material. The processing properties of the fabrics, such as drapability and impregnation behavior, are again significantly improved in a second finishing process.
Silane sizing represents a compromise between textile sizing and finishing. Here, the yarn is coated with a sizing containing adhesion-promoting silane and lubricants as processing aids. Although the properties in the textile processes are inferior to those of the textile sizing, there is no need for aftertreatment after weaving.
Processing
Finished fabrics are softer and more pliable. When laminating, the impregnation is better and the impregnation speed is significantly higher. Crystal clear laminates can therefore only be achieved with finished fabrics.
Strength properties
The adhesion of finished fabrics to the resin is better than that of fabrics with silane sizing and significantly better than that of fabrics with textile sizing, especially after exposure to moisture. Cloudiness of laminates of textile-sized and silane-sized fabrics under exposure to moisture illustrates the impaired adhesion. A measure of the quality of adhesion is the interlaminar shear strength (ILS). However, not only the shear strength but also the tensile strength is influenced by adhesion, since the distribution of an applied tensile force among the individual fibers causes shear forces. The tensile strength of silane fabrics is slightly better (without moisture) than that of finished fabrics.
Summary
Laminates of finished fabrics are clearly superior in tensile strength and interlaminar shear strength to laminates of fabrics with textile sizing. In particular, the superiority is evident in the interlaminar shear strength, which not only evaluates the adhesion of the individual fabric plies to each other but is also a parameter for durability under load.
The slightly better tensile strength of laminates made from silane-sized fabrics is usually of no significance in practice, since pure tensile stress occurs only rarely and failure very often results from delamination and the effects of moisture.
Dyed/metalized yarns
Glass fibers can be "dyed" by a special surface treatment. Black dyed glass fabric types that can be used as a cost-saving second layer for carbon fiber face laminates (carbon design). Metalized surfaces are another design variant.
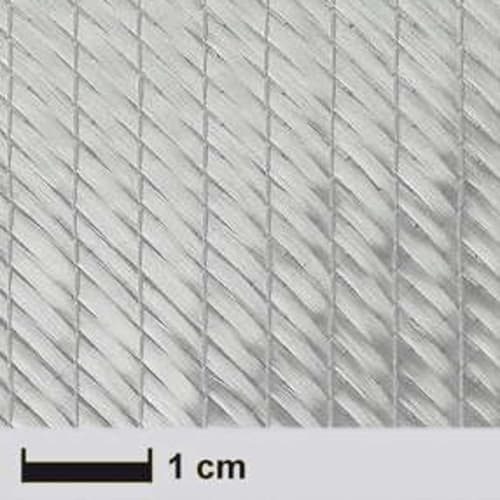
Rovings - more than just reinforcement for profile drawing
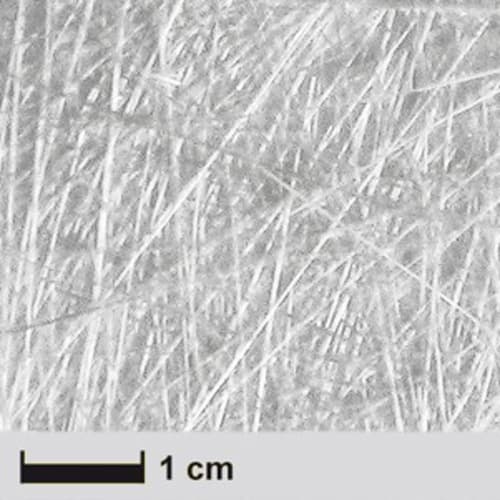
Textile glass rovings consist of one or a certain number of almost parallel glass spinning threads, which are combined into one strand without twisting. Rovings are further processed into roving fabrics, chopped textile glass (glass fiber chips), mats and short fibers. In various manufacturing processes, e.g. winding and profile drawing (strand drawing), rovings are used directly as reinforcement.
Roving fabrics made from textile glass rovings are of particular importance. They can be used to produce thick moulded parts (e.g. in mold making) from a few layers. The fiber content and strength are much higher than for mat laminates but lower than for glass filament fabrics.
Fiber spray rovings immediately disintegrate into individual filaments after cutting. Rovings for winding and hand lay-up (Glass rovings) are much finer and have better cohesion.

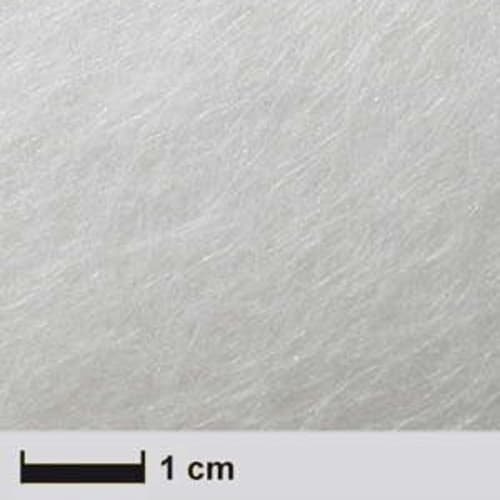
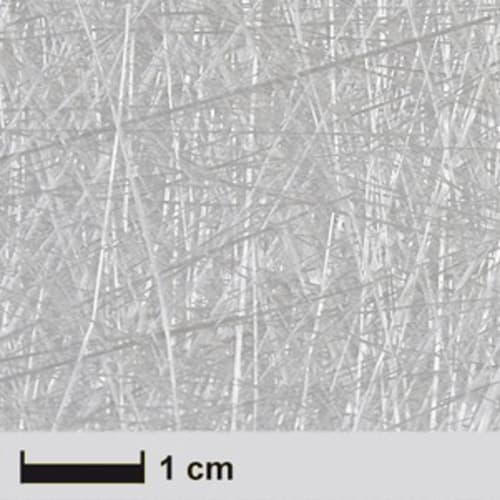
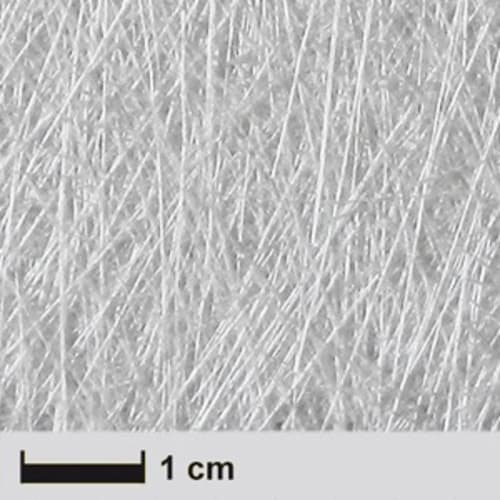
Textile glass mats
Textile glass mats for hand lay-up are made by randomly layering cut glass spun threads (cut mat). They are bonded by a binder that dissolves in the styrene of the polyester or vinyl ester resin so that the fibers float freely in the resin. In other resins (epoxy), the mat remains completely rigid.

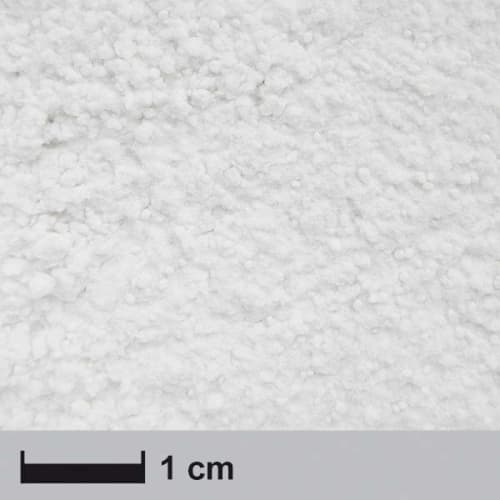
Cut textile glass
Glass rovings are cut into various lengths for processing in filling and molding compounds. R&G stocks the length 3 mm.
Textile glass short fibers are glass spun threads shredded to lengths of less than 1 mm and split into individual fibers. R&G stocks a ground glass fiber with a length of 0.2 mm.

Toxicity and storage
Glass fabrics do not contain any substances that are hazardous to health or toxic. Due to the filament diameters (greater than 4 µm) and the chemical structure of the glass, no carcinogenic effects occur according to current knowledge. The maximum permissible workplace concentration of glass dust is 6 mg/m³ (fine dust). No hazards occur during the transport and storage of glass fabrics. According to the Ordinance on Hazardous Substances, glass fabrics do not have to be labeled. There is no risk to persons or the environment during storage and shipping. Even at high temperatures, glass does not decompose into toxic components and is therefore harmless even in the event of a fire.
When storing glass fiber reinforcements, it must be borne in mind that the coating is sensitive to moisture. Dry, not too cool rooms are best for storage.
If the reinforcing material is stored in rooms that are too cold, the water vapor contained in the warm air will precipitate when it is brought into warm workrooms. In this case, as a precaution, the fiberglass material should be stored in the workshop for at least 8 hours before processing.